یکشنبه ۱۵ خرداد ۰۱ | ۱۸:۳۵ ۵۴ بازديد
این فرآیند به ویژه برای تولید انبوه مناسب است و می تواند برای انواع سری از چند صد قطعه استفاده شود.
اندازه گیری قالب با توجه به مقدار تولید سالانه انجام می شود:
تعداد حفره ها (= تعداد قطعات تولید شده در هر خوراک)
کیفیت، سختی فولاد استفاده شده
این تبدیل بر اساس اصل پلاستیک سازی مواد است که به صورت گرانول معرفی می شود، این ماده چسبناک می شود که تحت فشار بالا به داخل قالب تزریق می شود.
منافع اقتصادی و فنی
تزریق پلاستیک یک علاقه اقتصادی و فنی مضاعف دارد. این ماده نسبتاً ارزان است، زمان ساخت کاهش می یابد و نتیجه کیفی است. یک قطعه پلاستیکی ساخته شده با این فرآیند از شرایط سطحی مناسب (سطوح آینه ای صیقلی یا دانه بندی شده)، بدون روتوش لازم، و با نسبت وزن به خواص مکانیکی خوب بهره می برد.
تزریق پلاستیک امکان تنوع گسترده ای از اشکال را فراهم می کند. تنوع متریال نیز امکان پیش بینی تولید قطعات ظاهری و قطعات فنی را فراهم می کند.
تزریق پلاستیک چگونه کار می کند؟
تبدیل قطعات به صورت سری توسط تزریق پلاستیک به لطف یک پرس تزریق انجام می شود که امکان ساخت اشیاء نهایی را فراهم می کند.
2 بخش اصلی دستگاه قالب گیری تزریقی را تشکیل می دهد:
عملکرد دستگاه قالب گیری تزریقی
قسمت سمت راست: واحد قالب سازی
مواد پلاستیکی به شکل گرانول ابتدا وارد قیف دستگاه قالب گیری تزریقی می شود.
یک پیچ بی پایان، در یک آستین گرم، که در زیر قیف قرار می گیرد، می چرخد و بنابراین مواد را تا انتهای پیچ پیش می برد. بنابراین گرانول ها در طول مسیر ذوب می شوند تا یک ماده همگن با ویسکوزیته مناسب در انتهای پیچ داشته باشند. به این مرحله از انتقال مواد به انتهای پیچ دوز می گویند.
دمای بشکه بستگی به مواد دارد. از 180 درجه تا بیش از 300 درجه برای مواد خاص.
پیستون امکان انتقال مواد را از انتهای پیچ به داخل قالب می دهد.
سپس مواد از یک نازل تزریق می گذرد، عنصری مکانیکی که بین پیچ تزریق و قالب ارتباط برقرار می کند.
فشار تزریق، در انتهای پیچ، می تواند از 800 تا بیش از 3000 بار متغیر باشد.
پس از تزریق مواد به قالب، خنک می شود و در اطراف حفره هسته جمع می شود. هنگامی که قطعه به دمای کافی پایین رسید، مجموعهای از اجکتورها (انواع سیلندرهای فلزی ظریفی که مستقل از آثار حرکت میکنند و دایرههای کوچکی را ایجاد میکنند که اغلب روی قطعات پلاستیکی دیده میشوند!) فعال میشوند و اجازه میدهند قطعه به بیرون پرتاب شود. از قالب قطعه را می توان توسط اپراتور، ربات برداشت یا در واحد بسته بندی شل شد.
سپس قالب بسته می شود و چرخه بعدی شروع می شود. (دوزگیری تا حدی در زمان ماسک در هنگام خنک شدن / باز شدن و بیرون ریختن قطعات انجام می شود)
قسمت چپ: واحد بسته شدن
فشار تزریق نیرویی ایجاد می کند که تمایل دارد قالب را در صفحه مشترک آن باز کند.
برای مقابله با این نیرو، واحد بسته شدن، از طریق سیستم سیلندرهای هیدرولیک و کلیدهای ضامن، قالب را بسته نگه می دارد. ما از تناژ پرس صحبت می کنیم (مثلاً 80 تن، 150 تن، 500 تن)، این سوء استفاده از زبان است که حداکثر نیروی قفل پرس را می دهد. (مثال: 150 تن بسته شدن معادل 1500 نیوتن نیرو است)
نیروی قفل نظری مورد نیاز با ضرب سطح پیش بینی شده قطعات تزریق شده (در هر ریخته گری) در فشار مواد محاسبه می شود.
مثال:
ماده ای که با فشار نظری 800 بار تزریق می شود یک
قالب 2 حفره ای که سطح پیش بینی شده آن در هر قسمت 100 سانتی متر مربع است
. فشار قفل نظری برابر است با: (800 x 100 x 2 (2 حفره))/1000 x 1.15 (ضریب ایمنی) = 18
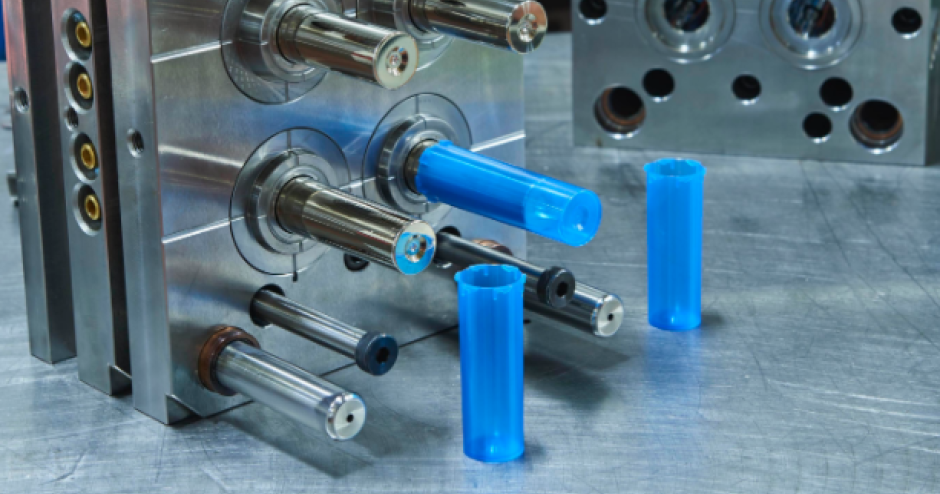
ساختار قالب برای تزریق پلاستیک
قالب یک عنصر ضروری در ساخت اشیاء تمام شده با تزریق پلاستیک است. ابزارسازی نیز نامیده میشود، این چیزی است که به پلاستیک اجازه میدهد به شکل نهایی شکل بگیرد.
یک ابزار می تواند از چند صد کیلوگرم تا چند تن وزن داشته باشد و از یک قاب و حفره تشکیل شده است. نقش ها قلب قالب، بخش قالب گیری محصول هستند.
لاشه پوششی است که اجازه می دهد این آثار را در خود جای دهد و از تمام عملکردهای ضروری قالب اطمینان حاصل کند:
بستن بر روی پرس
کانال های تزریق
مدارهای کنترل
صفحات تخلیه و غیره
ابزار مورد استفاده در ساخت یک قطعه پلاستیکی به دو قسمت اصلی تقسیم می شود. قسمت اول قالب ثابت است، در حالی که قسمت دوم متحرک است تا امکان باز شدن ابزار و بیرون راندن قطعه ساخته شده را فراهم کند.
از نظر شماتیک، خیلی ساده به نظر می رسد! اما ابزار تزریق به دلایل زیادی ابزار پیچیده ای است:
ابعاد توابع تزریق (بعد کانال ها، نقاط تزریق) برای امکان سنجی و کیفیت قطعه ضروری است.
به همین ترتیب، کانال های نگهدارنده دمای قالب باید به خوبی در موقعیت و اندازه قرار گیرند
در نظر گرفتن این جنبه های رئولوژی و ترمودینامیکی ضروری است!
قالب تزریق پلاستیک
علاوه بر این، چاپ ها پازلی از ده ها یا حتی صدها قطعه مکانیکی هستند که با دقت ماشین کاری شده اند. مراحل متعدد هستند: توسعه بلوک های حک شده و سنگفرش / ماشینکاری خشن / برش سیم / عملیات حرارتی / فرسایش و غیره.
مراحل تنظیم (مونتاژ تمام قطعات این پازل فلزی!) دقیق است و نیاز به تجربه قوی از طرف سازنده قالب دارد.
عناصر مکانیکی (که امکان قالبگیری اشکال زیر برش را میدهد)، یک مشکل اضافی ایجاد میکند، زیرا این قطعات در حرکت هستند و باید کاملاً تنظیم و طراحی شوند تا بتوانند از حرکات تکراری اطمینان حاصل کنند.
ویژگی های یک قطعه تزریق شده
ظاهر قطعاتی که با تزریق پلاستیک به دست میآیند، ویژگیهایی را نشان میدهد. بنابراین یک قطعه تزریق شده دارای چهار ویژگی معمول این فرآیند است: نقطه تزریق، ردپای اجکتورها، خطوط جداکننده (اصلی و فرعی) و مخروطیها.
هر کدام از این ویژگی ها هدف خاصی دارند. بنابراین، نقطه تزریق، ورود مواد به قطعه را نشان می دهد. رد اجکتورها به دلیل همسطح اجکتورها با چاپ است. خط جداسازی اصلی مربوط به محل بسته شدن قالب (قطعه ثابت و قسمت متحرک) است. خطوط جداکننده ثانویه به دلیل کشوها هستند، گوه های افزایش یافته که امکان تحقق اشکال زیر برش را فراهم می کند. در نهایت، باقی مانده ها کمک می کنند تا قسمت پلاستیکی را از ابزار، بدون آسیب رساندن به آن جدا کنید.
محل تزریق
هر قسمت تزریق شده لزوماً دارای نقطه تزریق است. این مکان را نشان می دهد که نازل تزریق مواد پلاستیکی را به ابزار وارد کرده است. نقطه تزریق اغلب به شکل یک ورقه یا حتی یک سنبله کوچک است. می تواند در مرکز اتاق و همچنین در لبه بیرونی قرار گیرد. طراحی ابزاری که قرار است در فرآیند ساخت مورد استفاده قرار گیرد باید نقطه تزریق را در نظر بگیرد تا ظاهر و مکان آن را تعیین کند. این جنبه و این مکان تنها بر اساس معیارهای زیبایی شناسی نیست. پر کردن مناسب قالب به موقعیت و اندازه صحیح کانال های تزریق و نقطه تزریق بستگی دارد.
یک مکان مرکزی در محل تزریق به تعادل فشارها در زمان تزریق کمک می کند. این راه حل همچنین به بهینه سازی ابعاد ابزار کمک می کند. با این حال، دارای معایبی است، به ویژه از نظر زیبایی: برش اسپرو تزریق در قالب هایی که مجهز به نازل داغ نیستند، دشوارتر است. استفاده از نازل داغ یا رانر داغ مشکل را حل می کند، اما این گزینه گران قیمت فقط برای مقادیر زیاد قابل توجیه است.
هنگامی که نقطه تزریق روی لبه قطعه تولید شده قرار می گیرد، برش کانال تزریق راحت تر انجام می شود، اغلب به صورت خودکار زمانی که قالب باز می شود (ما از آستانه تزریق زیر آب صحبت می کنیم). این نوع نقطه تزریق همچنین امکان تولید قالبهای چند حفرهای را با هزینه کمتر و داشتن یک نقطه زیر آب برای برهزنی خودکار فراهم میکند. همچنین نکات قابل توجهی را ارائه می دهد: لازم است از تعادل خوب قالب اطمینان حاصل شود تا پر کردن به روشی همگن انجام شود.
پایان پر کردن بسیار ضروری است: لازم است از اتمام زود هنگام پر کردن قسمت های قالب نسبت به بقیه قالب خودداری شود. این امر باعث تراکم بیش از حد مواد در این نواحی و تغییر شکل، سوراخها، شکنندگی و غیره میشود. همه اینها با استفاده از نرم افزار رئولوژی شبیه سازی شده است.
آثار اجکتورها
با روش تزریق پلاستیک، مواد مورد استفاده در هنگام تزریق به ابزار، تحت فشارهای بسیار بالایی قرار خواهند گرفت. فشرده شده و پس از سرد شدن بین 0.5 تا 3.0 درصد منقبض می شود و سپس روی هسته مرکزی سفت می شود. به منظور قالب گیری قطعه ساخته شده، باید آن را با استفاده از اجکتورهایی که توسط باتری جهشی کنترل می شود، از ابزار خارج کرد.
برش های موجود در ردپا اجازه عبور این اجکتورها را می دهد. بریدگی در فولاد لزوماً باعث ایجاد علامت روی قسمت پلاستیکی تزریق شده می شود. این آثار کوچک اغلب دایره ای یا مستطیلی هستند. مهم است که بدانیم رد اجکتور کجا خواهد بود، آیا برای اطمینان از ظاهر خوب قطعه یا تضمین خواص فنی آن. راه حل های دیگر جهش ممکن است، از جمله صفحات استریپر، تخلیه توسط هوای فشرده یا کشوهای جانبی. با این حال، این روش ها گران تر هستند و بنابراین باید برای موارد بسیار خاص رزرو شوند.
خطوط جدایی
نشست قسمت های مختلف ابزار به شکل خطی روی قسمت پلاستیکی می آید. به این خط جدایی می گویند. این خط نازک و پیوسته در اطراف اتاق می گذرد.
بنابراین طراحی قالب باید خط جداسازی را در نظر بگیرد. مخصوصاً برای بخشی از ظاهر باید مکان ایده آل را پیدا کرد تا کمترین دید را داشته باشد. به عنوان مثال می توان آن را روی پایه قطعه قرار داد اگر دومی قابل مشاهده نباشد. همچنین می توان آن را بین دو حالت سطح ذوب کرد یا روی یک تاول تزئینی ساده قرار داد. بسته به قسمت مورد نظر، تصمیم گیری در مورد محل خط جداسازی کم و بیش پیچیده خواهد بود. سازنده قالب باید استفاده از قطعه را در نظر بگیرد تا بهترین انتخاب را انجام دهد.
باقیمانده ها
پیش نویس ها زوایایی هستند که روی وجوه قسمت پلاستیکی قرار می گیرند. آنها اجازه می دهند تا قالب را به خوبی آزاد کنند و اصطکاک را کاهش دهند. این ماده با جمع شدن، خود را در معرض هسته قالب قرار می دهد و در صورت عدم وجود باقیمانده، استخراج قطعه بدون تغییر شکل، شکستگی یا خراشیدگی دشوار خواهد بود.
یک پیش نویس معمولاً زاویه ای بین 1.0 تا 5.0 درجه تشکیل می دهد. اندازه گیری دقیق آن به مواد مورد استفاده، بافت، ابعاد قطعه یا روش پرتاب انتخابی بستگی دارد. پیش نویس ها باید از طراحی قطعه در نظر گرفته شوند.
منبع:: کارافن
 سئو
سئو خرید و فروش پیچ و مهره
خرید و فروش پیچ و مهره